



COPYRIGHT © Qilu Hongye Textile Group Co., Ltd 鲁ICP备00000000号 Powered by www.300.cn
Change Law and Effective Control of Yarn Defects in Spinning Process
Through the comparative analysis of the quality of the semi-finished products from raw cotton to roving and the quality of the finished yarn from the spun yarn to the automatic winding, the test data is used to explain the changes of the hazardous defects in the raw materials and the different processes of the hazardous fibers in the spinning process. The change law of hazardous defects and hazardous fibers in the actual spinning process is provided, which provides a basis and method for the control of cotton yarn defects and hazardous fibers during the spinning process, and explores the hazardous fibers of each process in the spinning process , The removal efficiency of hazardous defects and quality index control standards provide a direction for the setting and improvement of the spinning process.
1. Overview
The spinning raw material itself is composed of fibers of different lengths and various defects, and the final formation of cotton yarn requires opening, removing, mixing, removing impurities and shorting the mixed fibers and defects during the spinning process The purpose of velvet, carding, drafting, parallel, straightening, twisting and winding is to remove the harmful fibers and harmful defects existing in the fibers, so that the disorderly and entangled fibers are arranged in an orderly manner to produce The cotton yarn that meets the quality control requirements guarantees to provide qualified products that meet the fabric quality requirements for downstream processes. Since the cultivation, production, processing and equipment of the fiber itself are significantly affected by the environment and climate, human factors in the actual operation process have Changes in processing conditions and processing techniques have led to outstanding differences in the grade of the spinning raw material itself, fiber length, number of defects, fiber maturity, fiber color, fiber thickness fluctuate greatly, and the impact of different processes in the spinning process There is a big difference, hazardous fibers and hazardous defects show up in different process stages Or decline, there are relatively many processes in the process of spinning hazardous fibers and hazardous defects. Controlling the substantial increase of hazardous fibers and hazardous defects is a matter that must be paid attention to during the spinning process control. A reasonable process setting is extremely important It is the key to control the deterioration of hazardous fibers and hazardous defects to the utmost extent. It is the key to stabilize the quality of semi-finished products and finished products by formulating the removal efficiency of different processes according to the number of hazardous defects and hazardous fibers rising or falling. Changes, environmental changes, changes in production management to prevent large mutations in cotton yarn defects are the main control factors for the stability of cotton yarn quality. Different cotton yarn defects and hazardous fibers vary in different processes and changes in different processes, and the production environment conditions are stable Next, the quality of the raw materials determines the variation range of defects and hazardous fibers in different processes. The determination of the variety of cotton yarn, the quality of the cotton yarn and the production process according to the quality of the raw materials is the key to extending the life of the spinning equipment.
2. Analysis of the changes in the quality indicators of raw cotton, feces, carding, combing, drawing, and roving
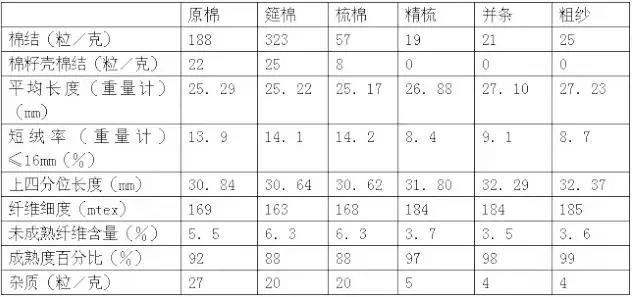
It can be seen from the table:
1. The trend of neps change is that raw cotton increases to cotton, while cotton decreases to carding and combing, while combing channels increase and roving increases.
2. The trend of cottonseed hull neps changes is that raw cotton to fetish cotton increases, fetish cotton to carding, combing decreases, combing to draw frame, roving generally maintain the same level or increase.
3. The trend of changing the average length is that raw cotton to fetish cotton and carded cotton are decreasing, and carding to combing, drawing, and roving are increasing.
4. The trend of short-pile rate change is increased from raw cotton to fetish cotton and carded cotton, decreased from carded cotton to combed, and increased when the combing channel is drawn, roving or basically remains unchanged.
5. The trend of the change of the upper quartile length is that the raw cotton to the banquet and carding are reduced, and the carding to combing, drawing, and roving are all increasing.
6. The trend of fiber fineness change is from raw cotton to fetish cotton, from fetish cotton to carding, combing, drawing, and roving are all increasing or basically remain unchanged.
7. The trend of the immature fiber content is increased from raw cotton to fetish cotton, reduced or basically unchanged from fetish cotton to combed cotton, reduced from combed cotton to combed, combed to draw frame and roving Some increase or basically remain unchanged.
8. The trend of the percentage change of fiber maturity is that raw cotton to fetish cotton and carding are decreasing, and carding to combing, drawing, and roving are all increasing.
9. The trend of impurity changes is that raw cotton to feast cotton, feast cotton to carding, and carding to combing are all reduced, from combing to drawing, roving has increased or remained basically unchanged.
The above-mentioned changes in the average length of the cotton layer, the card sliver, the short pile rate, the upper quartile length, the fiber fineness, and the content of immature fibers indicate that the process settings of the carding unit and carding machine are unreasonable, and It shows that the cotton is hit and transitioned in the process of clearing the card and the carding process, and the damage to the cotton fiber is extremely serious.
3. Comparison and analysis of the quality difference between the test data of each process of raw cotton, feast cotton, carding, combing, drawing, and roving and the corresponding previous process
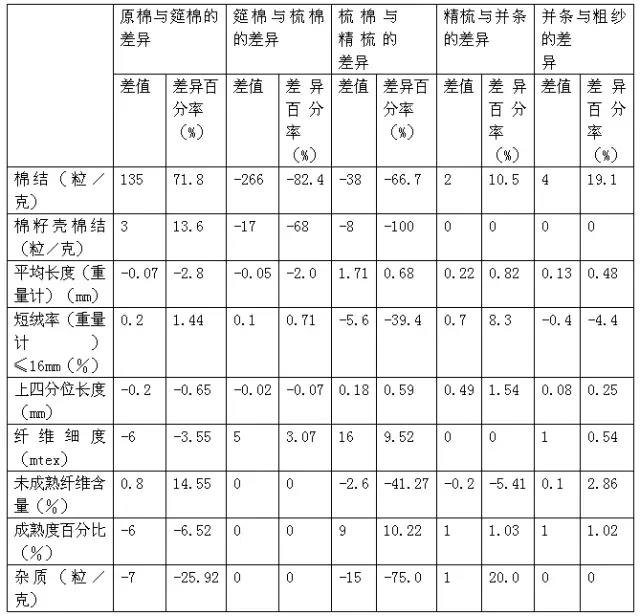
It can be seen from the table:
1. Trend of change in neps: The percentage of increase in raw cotton to fetish neps is 71.8%, which is much different from the required increase rate of less than 40%. The removal efficiency of fetish to carded neps is 82.4%, reaching 80 For the removal effect of more than 5%, the removal efficiency of carded to combed neps is only 66.7%, and the removal efficiency of more than 75% is not achieved.
2. The changing trend of cotton seed shell neps: the percentage increase of raw cotton to cotton seed cotton neps is 13.6%, which is lower than the required increase rate of less than 15%, which is in line with the requirements; The removal efficiency is 68.0%, and it is not ideal if the removal effect is not more than 75%; the removal efficiency of carded to combed cotton seed shell neps is 100%, and the removal efficiency of more than 95% is completely Meet the clear requirements.
3. The change trend of the average length should have been increasing from the cotton roving, but in the actual production process of your company, the average length of the cotton from the cotton to the banquet and carding has decreased, which shows the clearing process 3. The blow of the carding process is too strong, which causes greater damage to the cotton fibers. This requires the adjustment of the process of the carding and coupling process in the actual production process. The upper quarter is divided into length, fineness of the cotton fiber, and fiber The percentage of maturity and immature fiber content are the same.
4. The change trend of short-pile rate should be reduced from feasting to carding, and the increase phenomenon has occurred in the company, which shows that the process setting of the carding process is unreasonable; the short-pile rate from carding to combing process The removal efficiency is 39.4%, and the removal effect of more than 45% is not achieved, so this is not ideal. However, it is unreasonable that the short pile rate increases by 8.3% in the drawing process, which shows that the roller gauge of the drawing process is too large. If the short pile rate generally increases, it should also be controlled within 3%.
5. The change trend of impurities is reduced by 25.92% from the raw cotton to the cotton, and the removal efficiency has not reached 40-50%; the impurities from the cotton to the card are not reduced, which is unreasonable, from the cotton to the card Impurities should be reduced by 20-30% to be normal, and the effect of removing impurities in the combing process and after the combing process is better.
4. Analysis of cotton yarn quality index changes in spinning process and automatic winding process (CJ18.2tex, CJ14.5tex)
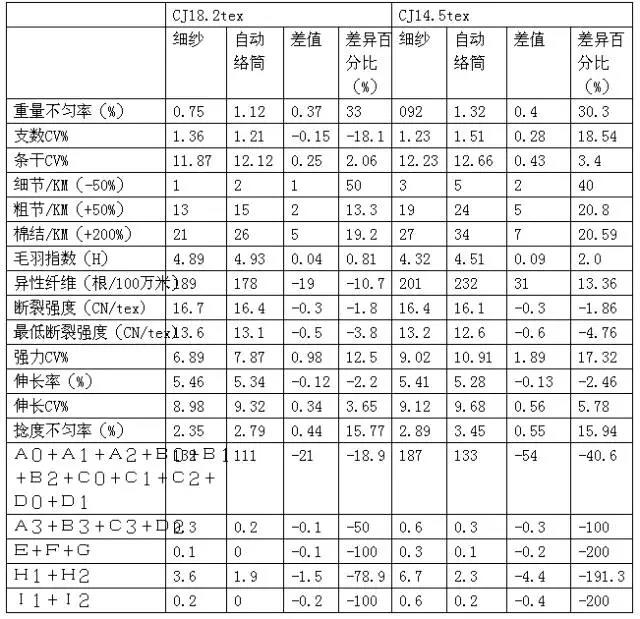
Test data description:
1. Except that the harmful yarn defects are reduced due to shearing from the spinning to the automatic winding process, the physical indicators of other cotton yarns are decreasing, and the deterioration of some cotton yarn physical indicators is serious;
2. As the number of spinning yarns decreases, most of the physical indicators of cotton yarn deteriorate from spun yarn to automatic winder. The performance is particularly prominent in the thick spots and neps of cotton yarn;
3. After the cotton yarn undergoes the automatic winding process, the unevenness of the cotton yarn will increase. The friction and tension stretching will bring great harm to the uniformity of the cotton yarn, and reduce the friction and tension of the formed cotton yarn. One of the main factors of deterioration.
5. Conclusion
The test data proves that there are fluctuations in the spinning production process. Whether it is hazardous defects, hazardous fibers, or cotton yarn defects, some processes are reduced, and some processes are increased. The entire spinning process is to remove hazardous yarns Defects, hazardous fibers, except for large defects, long defects, and hazardous fibers that are difficult to twist and easily form defects are the fundamental purpose of spinning. Each process of the spinning process achieves the removal of defects and hazardous fibers in this process The efficiency of the process is achieved and completed the spinning task of this process. The improper mutation of hazardous fibers and hazardous defects in the spinning process must formulate reasonable raw material mixing standards, environmental control standards, process quality control standards, Production management and equipment maintenance and repair standards, process management standards, and establish a complete spinning process control system, otherwise hazardous fibers and hazardous defects not only cannot be effectively controlled in the production process, but abnormal changes will also lead to the deterioration of cotton yarn and fabric quality. .